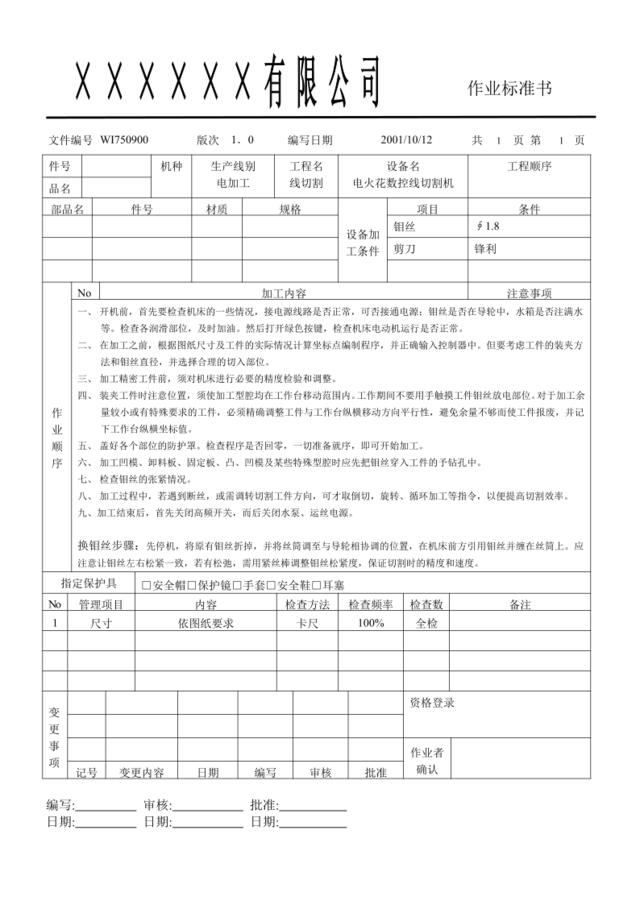
文件编号WI750900版次1.0编写日期2001/10/12共1页第1页作业标准书件号机种生产线别电加工工程名线切割设备名电火花数控线切割机工程顺序品名部品名件号材质规格设备加工条件项目条件钼丝∮1.8剪刀锋利作业顺序No加工内容注意事项1、开机前,首先要检查机床的一些情况,接电源线路是否正常,可否接通电源;钼丝是否在导轮中,水箱是否注满水等。检查各润滑部位,及时加油。然后打开绿色按键,检查机床电动机运行是否正常。2、在加工之前,根据图纸尺寸及工件的实际情况计算坐标点编制程序,并正确输入控制器中。但要考虑工件的装夹方法和钼丝直径,并选择合理的切入部位。3、加工精密工件前,须对机床进行必要的精度检验和调整。4、装夹工件时注意位置,须使加工型腔均在工作台移动范围内。工作期间不要用手触摸工件钼丝放电部位。对于加工余量较小或有特殊要求的工件,必须精确调整工件与工作台纵横移动方向平行性,避免余量不够而使工件报废,并记下工作台纵横坐标值。5、盖好各个部位的防护罩。检查程序是否回零,一切准备就序,即可开始加工。6、加工凹模、卸料板、固定板、凸、凹模及某些特殊型腔时应先把钼丝穿入工件的予钻孔中。7、检查钼丝的张紧情况。8、加工过程中,若遇到断丝,或需调转切割工件方向,可才取倒切,旋转、循环加工等指令,以便提高切割效率。九、加工结束后,首先关闭高频开关,而后关闭水泵、运丝电源。换钼丝步骤:先停机,将原有钼丝折掉,并将丝筒调至与导轮相协调的位置,在机床前方引用钼丝并缠在丝筒上。应注意让钼丝左右松紧一致,若有松弛,需用紧丝棒调整钼丝松紧度,保证切割时的精度和速度。9、指定保护具□安全帽□保护镜□手套□安全鞋□耳塞No管理项目内容检查方法检查频率检查数备注1尺寸依图纸要求卡尺100%全检变更