帮帮文库
>
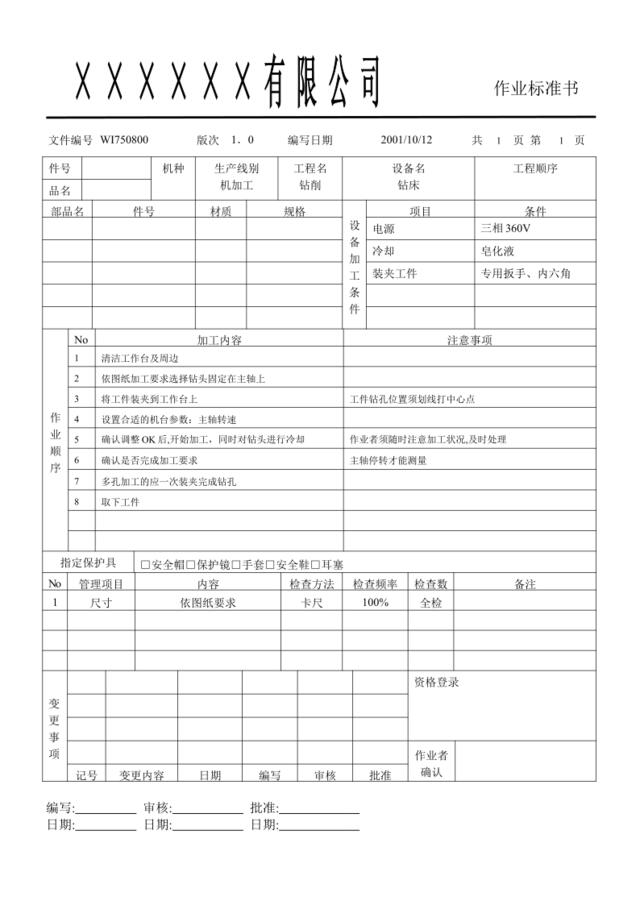
WI750800钻孔作业标准书





-
6.9G
工作通用报告
-
9万套
PPT通用模板
-

23种
精品销售话术
-
1790套
KPI表格
-
1168份
资料合集
-

13类
工作领域

帮帮文库移动端
